散热器的高频感应钎焊
杨晓栋
(北辰亿科科技 深圳 西安 Tel:4000292868)
摘要:本文针对汽车空调配件中的单管压板,提出了一种散热器的高频感应钎焊的方法。并针对其提出了工艺流程和操作方法,改善了现有生产工艺,解决了铝制散热器难以进行感应钎焊的问题。
关键词:高频感应钎焊 散热器 铝高频感应钎焊工艺
1 散热器的高频感应钎焊概述
1.1高频感应钎焊概述
高频感应钎焊:通过加热的方法将焊缝加热到合金钎料熔化的温度,但是此时被焊接的金属仍然未到达熔化温度,低熔点合金通过强大的表面张力将两个金属粘连在一起,冷却后就形成固体焊缝。可将同种或不同材料的零件焊接起来,节约材料效果显著,可满足各种需要。适用于钢、铜、铝、镍、特种合金等各种磁性材料的焊接。高频局部焊接强度高,无变形,综合机械性能优于其他焊接。
应钎焊是众多钎焊方法中的一种,他不是通过热辐射来加热金属,而是利用电磁感应原理使金属自身产生热量。这种加热方法的能量利用率高并且加热迅速,且仅使用电能,具有低能耗,低污染,低危害等特点。
1.2散热器概述
散热器是一种加快发热体热量散发的装置,衡量一个散热器的好坏有两点:散热和静音。计算机部件中大量使用集成电路。众所周知,高温是集成电路的“大敌”。高温不但会导致系统运行不稳,使用寿命缩短,甚至有可能使某些部件烧毁。其导致高温的热量不是来自计算机外,而是计算机内部,或者说是集成电路内部。
散热器的作用就是将这些热量吸收,然后发散到机箱内或者机箱外,保证计算机部件的温度正常。多数散热器通过和发热部件表面接触,吸收热量,再通过各种方法将热量传递到远处,比如机箱内的空气中,然后机箱将这些热空气传到机箱外,完成计算机的散热。
 |
|
图1散热器 |
2材料焊接性能分析
铝合金相对其他合金较难钎焊,主要原因为:
(1)在于其容易在表面形成一层极为致密的氧化膜。这层氧化膜的性质非常稳定,覆盖在工件表面会阻碍焊料在工件表面润湿,从而影响钎焊质量。铝合金表面氧化膜的熔点很高,并且在270℃的钎焊温度下,氧化膜的厚度比在室温下剧增,严重阻碍钎料和母材的润湿和结合。这也是铝合金在钎焊过一次后难以再补焊的主要原因;
(2)在对铝合金进行软钎焊时,在有氧化物的母材表面上,液态钎料往往凝聚成球状,不与母材发生湿润,也不发生填缝。
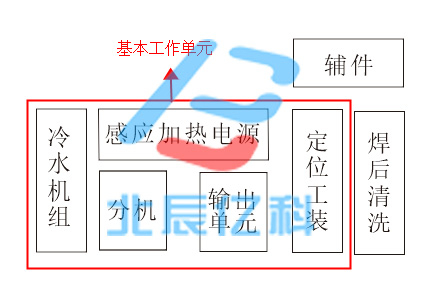
3系统构架说明
本系统包括冷水机组、感应电源、分机、输出单元、定位工装、辅件、焊后清洗七部分构成。
 |
|
图2系统构架说明 |
4工艺流程
焊接电源选型——感应器选型——焊料助剂选型——工装定位设计——辅件选型——焊接参数确定——焊后清洗
4.1焊接电源选型
根据散热器的实际尺寸,我们选择专用的全数字式L-DIH-40机型作为焊接电源。
 |
|
图3全数字L-DIH-40焊接电源 |
4.2感应器选型
散热片是一个由薄片组成的铝质组件,且散热片与底板尺寸相差较小,但单片散热片与底板壁厚相差较大。在吸收同等能量的情况下,底板比散热片的发热量要少。在设计感应器时要考虑到底板和散热片的均匀加热,即同时达到钎焊温度。同时,要考虑工件在生产过程中的生产效率、放入和取出方式。综合这两点因素,设计了一个平面圆盘四圈感应器(即“蚊香盘式”感应器)。
 |
|
图4 焊接输出端
|
4.3焊料助剂选型
(1)钎料的熔点必须比母材熔点低;
(2)钎料熔化后能够很好的在母材表面润湿、流动;
(3)能够与母材结合形成牢固的接头;
(4)成分稳定、无毒、无害。
 |
|
图5 焊料助剂 |
4.4定位工装
由于盘式感应器磁场分布不均,根据加热状态(是否有区域升温过快),需要微调确定最终工件位置;
需要紧固待焊工件。否则设备工作时,由于电磁力(洛伦兹力)的作用,会使工件位置发生改变。
 |
|
图6 工装定位 |
4.5辅件选型
高频感应焊接时需要对感应加热电源进行冷却,需要配套相应规格的工业冷水机,在客户使用红外模式并实时进行温度监测的时候,需要加装数字式红外测温仪,我公司红外测温仪和电源协同工作时控温精度最高可到达±1℃。我公司可提供冷水机、高频钎焊定制红外测温仪。
 |
|
 |
|
图7工业冷水机 |
|
图8数字式红外测温仪 |
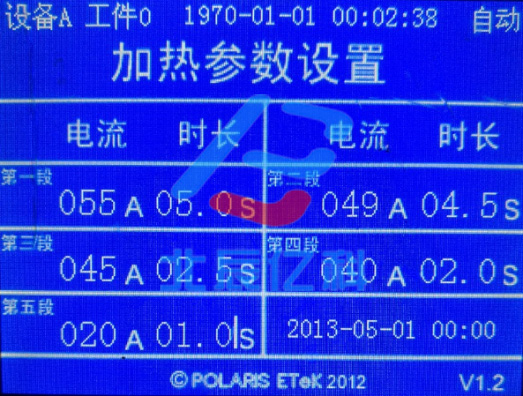
4.6焊接参数确定
过我们长时间的高频钎焊研究和大量的客户经验,选择该机型中的自动加热模式,自动加热模式加热电流总共分为五段,在这过程中铝制金属特性是随着温度升高而电阻升高,焦耳效应导致在加热过程中是约加热升温速度越块,这和我们研究总结出来的焊接工艺是不符的,因此我们采用电流逐级递减的方式对焊接部位进行加热。这样可以保证加热均匀的前提下提高焊接部位温度,防止工件在高温段过烧,最后为了使焊接工艺的完整性,我们在其后设定保温小电流,确保其达到熔深达标、无气孔砂眼等工艺标准。
 |
|
 |
|
图9加热参数设置 |
|
图10运行参数显示 |
5 操作步骤
表面准备:去除工件表面的氧化膜及油污
工件的定位:工件进行定位、支撑、固定,保证批量生产时,工件与感应器的相对位置不变,钎料制成环状加在待焊部位。
加热过程:使用之前设定好的参数,操作人员只需摁一下启动按钮,设备会自动执行完之前设定的参数从而对工件进行精确焊接,并在焊接完成后停止加热。
钎焊后处理:直接将工件放入水中或用其他化学剂清洗
6 用电量测算及焊材消耗
|
焊接电流及时间 |
|
电流A |
55 |
45 |
40 |
35 |
|
时间S |
2.5 |
2.0 |
2.0 |
4.3 |
按照以上参数,焊1000个散热器钎焊用电量:
0.018125(度/个)X1000(个)=18.125(度);
按照以上参数,焊1000个散热器焊膏用量:
焊膏涂覆面积:5 ( cm)×4.5 ( cm)=22.5 ( cm^2)
焊膏用量:1000(个)×0.1 ( g/cm^2)×22.5 ( cm^2)=2250 ( g)=2.25 ( KG)
7总结
本文通过散热器高频感应钎焊技术、材料焊接性能分析、工艺流程、操作方法、用电量测算及焊材消耗这5个方面的描述,针对铝金属难以进行感应钎焊的问题提出了一种基于全数字感应加热技术,涵盖焊前、焊中、焊后各环节的解决方案。并给出了详实有效的数据证明了高频感应钎焊在散热器高频感应钎焊的优势。





