深圳公司地址:深圳市南山区南头街道红花园社区南新路3058号钰龙园C栋2318
邮编:518052
电话:0755-86217181
传真:0755-86624099





 |
| 图1蒸发器引出管 |
 |
 |
|
|
图2隧道式钎焊炉
|
图3 人工火焰钎焊 |
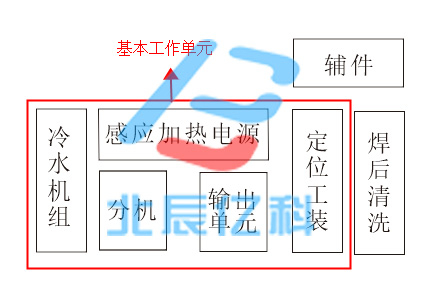 |
| 图4系统构架说明 |

 |
| 图6全数字L-MDIH-40焊接电源 |
 |
|
图7 焊接输出端
|
 |
| 图8 焊料助剂 |
 |
 |
|
| 图9工业冷水机 | 图10数字式红外测温仪 |
 |
 |
|
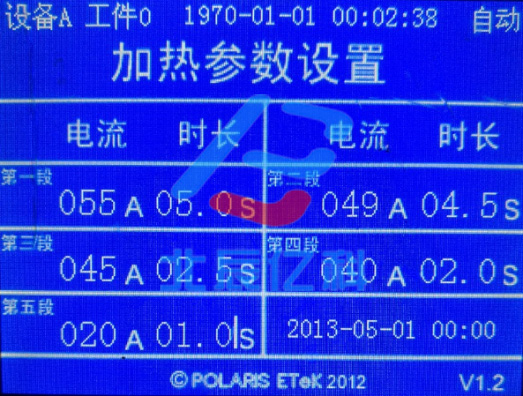
| 图11加热参数设置 | 图12运行参数显示 |
 |
 |
|
| 图13全自动超声波清洗机 | 图14工业单槽超声波清洗机 |
| 火焰钎焊 | 感应钎焊 | ||
| 能源名称 | 液化气 | 氧气 | 电 |
| 每小时消耗量 | 4.7kg | 4m³ | 4度 |
| 工作时间比例 | 100% | 100% | 60% |
| 核算单价 | 8.68元/kg | 0.8元/m³ | 1元/度 |
| 日花费(8小时) | 352元 | 32元 | |
| 年花费(300天) | 10.6万 | 9600元 | |
| 焊材 | 手工焊接 | 高频焊接 |
| 焊料形态 | 条状 | 环状 |
| 每公斤所焊数量 | 约2800个 | 约4000个 |
